Новости
Все новости
23.12.2020
Переезд склада
04.06.2020
webinar Декорируй ответственно!
|
Листы QUINN PETG просты в обращении. Фрезерование, сверление, нарезание резьбы, резка пилой, резка ножницами и перфорирование, вырубная штамповка, резка лазером, фасонное фрезерование, формование, холодная и горячая гибка не вызывают проблем при обработке этого материала. ВведениеПроизводство пластиковых изделий из полиэтилентерефталата QUINN обычно включает вторичны е производственные операции, включая резку, сверление, гибку, декорирование и монтаж. Это руководство охватывает свойства и характеристики QUINN PETG, которые необходимо принимать во внимание для наилучшего выполнения вторичных операций. Рекомендации по механической обработкеЛист QUINN PETG может обрабатываться большинством инструментов, используемых для обработки дерева и металла. Скорости инструмента должны быть такими, чтобы лист не плавился от тепла выделяющегося при трении . В общем, максимальная скорость, при которой не происходит перегрева инструмента или пластика даст наилучший результат. Важно постоянно сохранять режущие инструменты острыми. Рекомендуется использовать твердые, износостойкие инструменты с большими з адними углами резца, чем те, что используются для резки металла. Быстрорежущий инструмент или инструменты с насадками из углеродистой стали эффективны для продолжительной работы и обеспечивают точность и единообразие обработки. Поскольку пластики являются плохими проводниками тепла, тепло, вырабатываемое в процессе обработки, должно поглощаться инструментом или отводиться охладителем. Поток воздуха, направляемый на режущую кромку, способствует охлаждению инструмента и удалению стружки. Иногда для охлаждения может использоваться о бычная или мыльная вода, за исключением случаев, когда кромочная обрезь используется повторно. ФрезерованиеЛист произведенный из QUINN PETG может обрабатываться стандартными скоростными фрезами для металла, при условии, что они имеют острые кромки и достаточный задний угол. Сверление |
|||||||||||||||||||||||||||||||||
|
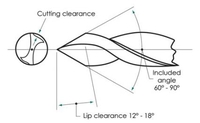
Выпускаются сверла, разработанные специально для пластиков, именно их рекомендуется использовать. Могут быть использованы стандартные спиральные сверла для дерева или металла; однако они требуют меньших скоростей вращения и подачи для получения чистого отверстия . Спиральные сверла для пластиков должны иметь две канавки, вершину с углом от 60° до 90° и задний угол от 12° до 18°, как показано на Рисунке. Широкие, зеркально отполированные канавки предпочтительны, так как они выводят стружку с малым трением и таким образом помогают избежать перегрев а и последующее заплывание отверстия. Сверла нужно часто извлекать из отверстия для удаления стружки, особенно при сверлении глубоких отверстий. Окружная скорость спиральных св ёрл для пластиков обычно варьируется в пределах от 30 до 61 м в мин. Скорость подачи сверла в пластик обычно варьируется от 0.25 до 0.63 мм за оборот. | ||||||||||||||||||||||||||||||||
|
ЗАМЕЧАНИЕ: При сверлении убедитесь в том что, заготовка удерживается или зажата надежно, чтобы избежать образования трещин или сдвига и опасности травмирования оператора. Нарезание резьбыОбычные 4-канавочные метчики могут быть использованы для нарезания внутренней резьбы в пластиковом листе, когда требуется плотная п ригонка. Такие метчики, однако, имеют склонность к производству значительного нагрева во время операции нарезки. Высокоскоростные 2-канавочные метчики должны обеспечить больший срок службы и большую скорость нарезания, чем обычные метчики, а так же обеспеч ат зазор для удаления стружки. Канавки должны быть заточены так, чтобы обе кромки резали одновременно; в противном случае резьба не будет равномерной. Режущие кромки должны быть расположены под углом 85° к центральной линии, давая отрицательный передний у гол 5° на передней поверхности резца, чтобы метчик не застрял в отверстии при его вытаскивании. Желательно давать разгрузку со стороны нарезки. РезкаЛюбые из следующих видов пил, обычно используемых для дерева и металла, должны быть приемлемы для резки QUINN PETG: циркулярные пилы, ленточные пилы, ножовочные пилы, лобзики, ножовки или ручные пилы. Однако некоторые виды пил подходят лучше для резки пластиков, чем другие, так как они обеспечивают более плавное или быстрое резание. Форма полотна играет важную роль при резке пластиков. Предпочтительно использование полотна ленточной пилы с промежутками между зубь ев, так как широкий промежуток обеспечивает достаточное пространство для отвода пластиковой стружки из пропила (прореза, выполненного пилой). |
|||||||||||||||||||||||||||||||||
|
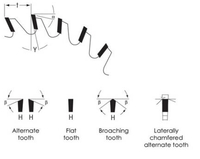
Для наилучшего результата зубья должны иметь нулевой передний угол и некоторую разводку. Для криволиней- ных резов полотно должно быть более узким и иметь большую разводку, чем для прямолинейных резов. Полотно должно поддерживаться в хорошо заточенном состоянии , чтобы предот- вратить оплавление или раздраблива — ние пластика и направляющая линейка пилы должна быть расположена очень близко к пропилу, чтобы минимизиро — вать вибрацию. Несколько различных видов полотен были оценены для каждого вида пилы и следующие рекомендации сделаны на основании гладкости и общего вида реза. Полотна, перечисленные в Таблице 1 доступны в продаже. | ||||||||||||||||||||||||||||||||
|
ПРИМЕЧАНИЕ: Удостоверьтесь в том, что заготовка удерживается или фиксирована надежно во время резки во избежание дрожания, которое может вызвать образование трещин.
Резка ножницами перфорированиеРезка ножницами и перфорирование явля ются подходящими методами для резки QUINN PETG толщиной до 2.5 мм. Нож производит рез с прямой кромкой, тогда как перфоратор может производить отверстия почти любой желаемой формы. Для более толстых листов предпочтительна резка пилой. Важно поддерживать зазор между лезвиями ножниц примерно 0.025 мм. Перфораторы могут быть использованы в случаях, когда приемлем относительно грубый край. Ручные перфораторы удобны для небольших отверстий; однако, для отверстий больше, чем 6 х 50 мм обычно используются перфора торы с механическим приводом. Растрескивание и дробление может быть снижено за счет нагрева листа примерно до температуры 38°С; однако, может понадобиться некоторый припуск на усадку отверстия в следствие остывания. Резка пилой, сверление и фасонное фрезе рование предпочтительны перфорированию, когда толщины больше чем приблизительно 2.5 мм. Вырубная штамповка QUINN PETG может быть удовлетворительно порезан с помощью ленточных ножевых штампов, представляющих собой стальные ленты варьирующие в толщинах от 0 .8 мм до 2.5 мм и шириной 12.7 мм и заточенные с одной стороны. Они обычно монтируются в пазах прорезанных в деревянных блоках и относительно недороги. Стальная лента должна быть затачиваться или заменяться довольно часто.
Формование
Горячая гибка
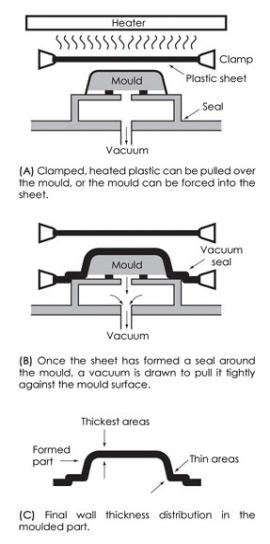
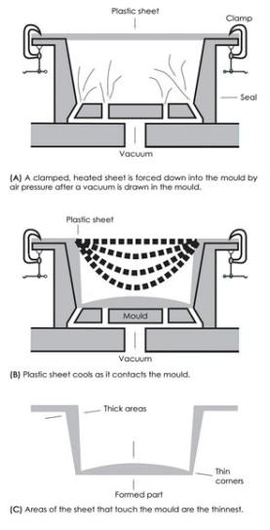
Холодная гибка Существует несколько техник термоформования, которые могут применяться для формования нагретого листа QUINN PETG в форму пресс-формы механической, вакуумной силой или силой давления воздуха. Используются как позитивные (пуансон), так и негативные (матрица) формы. Может использоваться инструментарий от дешевых гипсовых форм до дорогостоящих стальных форм с водяным охлаждением , однако литой алюминий используется наиболее часто. Также могут использоваться и другие материалы, включая дерево, гипс и эпоксидная смола. Процессы формования, которые будут далее обсуждаться, включают прямое вакуумное формование, драпировочное формование, формование с использованием матрицы и пуансона, формование с раздувом с использованием пуансона, формование давлением воздуха с использованием пуансона , вакуумное формование с разносторонней кривизной, вакуумное формование с разносторонней кривизной с раздувом, контактное прессование с зажатым листом , свободное формование и механическое. QUINN PETG не нуждается в предварительной сушке перед термоформованием.
Прямое вакуумное формование
Драпировочное формование (с вытяжкой на пуансоне) |
|||||||||||||||||||||||||||||||||
| Прямое вакуумное формование | Драпировочное формование | ||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||
|
Формование с использованием матрицы и пуансона
Вакуумное формование с раздувом с использованием пуансона
Формование давлением воздуха с использованием пуансона
Вакуумное формование с использованием пуансона Вакуумное формование с использованием пуансона и формование давлением воздуха с использованием пуансона (см. предыдущий раздел) обеспечивают глубокую вытяжку, укороченный цикл охлаждения и хороший контроль толщины стенок. Оба процесса требуют точный контроль температуры и являются более сложными, чем прямое вакуумное формование.
Свободное формование 
МонтажИз QUINN PETG могут изготовляться различные формы и изделия с сольвентным, цементным (полимер, растворенный в сольвенте) или клеевы м соединением. В основном, когда нужно соединить неровные поверхности, цемент предпочтителен сольвенту. Сольвенты и цементы не самый лучший выбор при соединении QUINN PETG с другими термопластиками. Клея, включая цианакрилаты, двухкомпонентные акрилаты, термоклеи более эффективны при соединении QUINN PETG с другими пластиками и могут использоваться для соединения листов QUINN PETG друг с другом.
Рекомендации по монтажу Способы соединения: растворители, цементы и клеяНебольшие изделия с ровной поверхностью могут соединяться прижатием друг к другу и с использованием подходящего клеящего вещества (сольвента, цемента или клея). Следует следить за тем, чтобы стыки имели равномерное покрытие; сольвент может быть эффективно нанесен с помощью игольчатого аппликатора. Соединение должно быть скреплено в нужном положении до момента затвердевания. Когда с помощью сольвента требуется соединить большие изделия, ж елательно погрузить соединяемые поверхности в сольвентную ванну до размягчения материала, затем зажать в нужном положении до затвердевания клея. Должен поддерживаться постоянный уровень погружения в сольвент в мелкой ванне с опорным вкладышем, экранами и другими средствами для обеспечения точного совмещения деталей.
Механическое крепление Финишная обработка
Шлифование песком
Соединение
Опиловка Методы полирования
Механическое полирование
Алмазное полирование
Полирование пламенем
Сольвентное полирование ЗАМЕЧАНИЕ: При использовании сольвентов важна хорошая вентиляция. Следуйте всем мерам предосторожности, перечисленным в Листе Безопасности используемого сольвента. ПечатьНа листовом материале QUINN PETG может выполняться печатать с помощью традиционного оборудования; однако чернила не проникают в пластик так, как в бумагу и ткань и по тому могут быть повреждены при контакте . Это может быть уменьшено путем помещения тонкого покрытия из прозрачного лака поверх печати. Есть множество различных методов, используемых при печати на пластике, включая высокую печать, letterflex, сухой офсет, офсетная литография, р отогравюра, трафаретная печать и процесс шелкотрафаретной печати. Поскольку каждое применение может требовать чернил а различных видов, желательно проконсультироваться с производителем чернил для получения рекомендаций . Было выявлено, что чернила используемые на ориентированных PET пленках удовлетворительно ведут себя на QUINN PETG. |
|||||||||||||||||||||||||||||||||
Смотрите также другую продукцию: Sibu.