Новости
Все новости
23.12.2020
Переезд склада
04.06.2020
webinar Декорируй ответственно!

|
Меры безопасности. Во время обработки Altuglas образуется стружка. При проведении любых действий рекомендуется надевать защитные очки. Твердость материала Altuglas находится в промежутке между твердостью древесины и твердостью железа и приблизительно равна твердости алюминия и легких сплавов. Материал может обрабатываться при помощи станков, предназначенных для обработки древесины или механических станков (режущих, фрезерных, токарных, сверлильных). |
||||||||||||||
Охлаждение во время обработкиЧрезмерно интенсивная обработка ведет к местному перегреву, в результате которого возникают внутренние напряжения, подлежащие снятию за счет отжига. В противном случае указанные напряжения рано или поздно приведут к образованию мелких поверхностных трещин, которые впоследствии могут увеличиться под действием растворителей или нагрузки (например, во время приклеивания или покраски). Представляется возможным избежать излишнего нагрева материала во время обработки при соблюдении следующих правил: - опрыскивание двухпроцентным раствором смазочно-охлаждающей жидкости (так называемого растворимого масла) с водой, подвод потока сжатого воздуха либо подача мельчайших (измеряемых в микрометрах) частиц воды на лицевую сторону разреза. - надлежащее удаление стружки. - тщательная заточка инструментов. Материал Altuglas EX более чувствителен к перегреву, чем Altuglas CN, и, таким образом должен обрабатываться тщательно заточенными инструментами при наличии эффективной системы охлаждения. Резка
Резка Altuglas может производиться как простейшими инструментами, такими как ручная пила по металлу (не рекомендуется для разрезания Altuglas EX), так и сложными инструментами, такими как лазер. В большинстве случаев используется дисковая пила для прямых разрезов и ленточная пила или фреза для других разрезов. При проведении мелких работ допускается применение пилы для легких металлов. Однако при длительных сложных операциях применение данного способа не рекомендуется, т.к. он не позволяет произвести окончательную обработку наилучшим образом. Пилы
Ленточные пилы |
|||||||||||||||
|
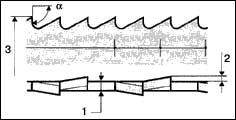
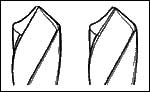
Образец стальной ленточной пилы с чередующимися зубьями.
|
||||||||||||||
|
Дисковые пилы |
|||||||||||||||
|
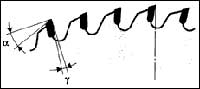
Лезвие с наконечниками рекомендуется для промышленного использования и для резки плит на стоики; |
||||||||||||||
|
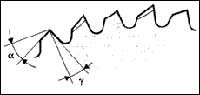
Лезвие из быстрорежущей стали обычно используется для резки цельных листов. |
||||||||||||||
|
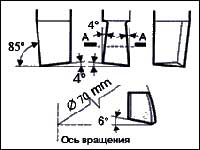
Зубья являются радиальными, (ребро врезания проходит через центр) и затылованы под углом 45° в верхней точке зуба, Зубья не разведены, но пила обладает затылованной поверхностью в 0,2% с каждой стороны. Шаг зубьев — 2 — 5 зубьев на см в зависимости от типа материала Altuglas подлежащего резке. Рекомендуется производить охлаждение при помощи струи сжатого воздуха или воды.
Резка при помощи лазерного луча
Данный процесс представляет целый ряд преимуществ: В то же время данный способ способствует появлению внутренних напряжений, в результате которых возникает чувствительность к растворителям у края разреза. Таким образом, не рекомендуется производить склеивание поверхностей, разрезанных при помощи лазера. Cверление
Сверлильные станки, сверла и острые наконечники |
|||||||||||||||
|
Сверла из быстрорежущей стали, закаленной стали или карбида. |
||||||||||||||

|
Конический острый наконечник типа "Drill File". |
||||||||||||||
|
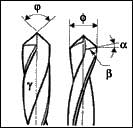
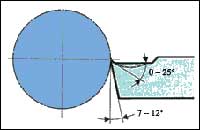
На основании характеристик материала Altuglas рекомендуется заточить режущую кромку сверла параллельного его оси. |
|||||||||||||||
|
* Cлева — сверло обычное; |
||||||||||||||
|
В случае глубокого сверления рекомендуется часто поднимать сверло с целью извлечения стружки и ограничения нагрева материала. Для получения хорошего качества стенок отверстия рекомендуется применять сверла из карбида и использовать смазку. Чашечные пилы
Для просверливания отверстий большого диаметра рекомендуется применять чашечные пилы, чашечные фрезы типа Милфорд или концевые фрезы. |
|||||||||||||||

|
Чашечная фреза типа Милфорд. |
||||||||||||||
Кольцевая головкаОтверстия очень большого диаметра могут просверливаться при помощи регулируемой кольцевой головки резцедержателя. При сверлении материала большой толщины сверление производится в два этапа с переворачиванием листа на другую сторону.
Принципиальная схема кольцевой головки резцедержателя. Профиль режущего инструмента. |
|||||||||||||||
|

|
||||||||||||||
Токарная обработка |
|||||||||||||||
|
Возможна обработка материала Altuglas, сходная с обработкой легких металлов, с использованием обычных инструментов при максимальной скорости вращения и при медленной подаче. В данном случае необходимо произвести охлаждение чистой водой или двухпроцентным раствором смазочно-охлаждающей жидкости. |
||||||||||||||
Фрезерование
Данный способ позволяет получить сложные формы, сохранив при этом четкую, гладкую поверхность при обработке. Для данной обработки рекомендуются цилиндрические фрезы с двумя или несколькими канавками из быстрорежущей стали, быстро-режущей стали повышенной производительности или карбида. Скорость вращения составляет от 1 000 до 30 000 оборотов в минуту в зависимости от диаметра и количества канавок; при этом целесообразно применить охлаждение струёй воздуха. Фрезерование позволяет произвести следующие операции: Гравировка |
|||||||||||||||

|
В большинстве случаев гравировка производится при помощи рыхлителей, устанавливаемых на пантографы и оснащенных фрезами малого диаметра (2 — 6 мм) различного профиля. Кроме этого могут использоваться лазерные режущие станки, позволяющие производить гравировку путем ограничения глубинного действия лазерного пучка. |
||||||||||||||
Пемзование
Пемзование необходимо для шлифования грубых поверхностей среза или устранения мелких поверхностных дефектов, таких как царапины. Данный метод требует применения мокрой наждачной бумаги из корунда и производится либо вручную, либо при помощи дисковой полировальной машины или ленточного шлифовального станка. В последнем случае рекомендуемая скорость ленты составляет 10 м/с. Холодное сгибание
Altuglas CN и Altuglas EX легко поддаются холодному сгибанию, позволяющему производить их монтаж, достигнув наилучших кривых форм. Однако следует соблюдать минимальный радиус изгиба для того, чтобы не подвергнуть плиты постоянному чрезмерному напряжению. Данное напряжение может впоследствии привести к возникновению трещин или разрыва. Уход и очистка
Уход за ALTUGLAS несложен как в силу используемых для этого методов, так и применяемых для этой цели средств. |
|||||||||||||||
Смотрите также другую продукцию: светорассеивающий полистирол.